13967622689
热门关键词:
产品中心
相关产品
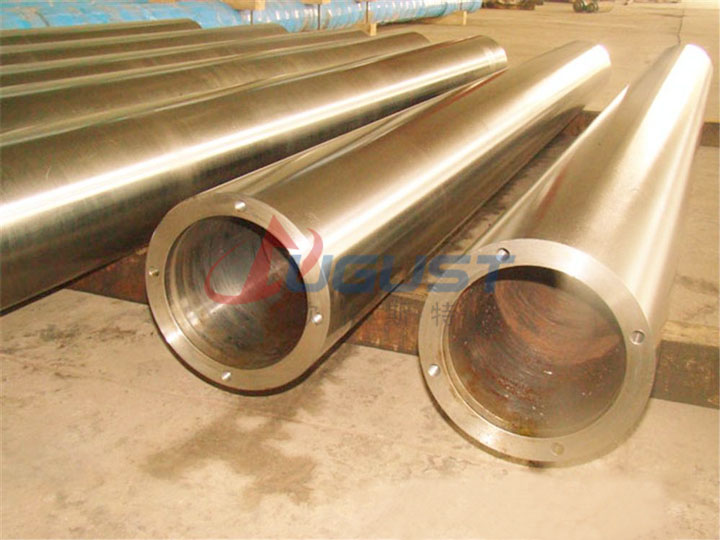
珩磨加工
总经理:徐光东
手 机:13967622689
地 址:江苏省宜兴市杨巷镇工业集中区兴业大道46号
邮 箱:[email protected]
电 话:018-67622689
网 址:www.djfxju.top